Алгоритм изготовления координатного стола своими руками для начинающих
Содержание:
Координатные столы для станков: сверлильных, фрезерных
Дополнением к металлообрабатывающему станку является координатный стол, соответствующий ГОСТ. Он обеспечивает точную фиксацию и заданное перемещение заготовки во время обработки режущим инструментом. Этим повышается функциональность фрезерных, шлифовальных, сверлильных станков.
Ключевые характеристики
Конструктивно координатные столы исполняются так, чтобы обработка металла проводилась в максимально удобном положении, смещение выполнялось с допустимой точностью, плавной подачей.
Определяющими критериями установки на тот или иной станок являются:
- количество осей перемещения;
- площадь плиты;
- тип привода;
- ручное/автоматическое управление.
Автоматизация действий дает широкие возможности использовать координатный стол в работе фрезерного станка с ЧПУ. Исполнительный механизм снабжается системой контроля с программным обеспечением.
Конструкция координатного стола SVT
Станина
Основание изготавливают 2 способами: литье, сварной рамой. Материал — алюминий, сталь, реже чугун.
Литую опору укрепляют на станину тяжелого фрезерного, шлифовального станка. Она хорошо гасит вибрации.
Сварные сборки ставят на среднее и легкое оборудование.
Приводной механизм
Скорость, точность металлообработки, которую выполняет станок, достигаются оператором при помощи определенного типа привода:
- прямой;
- рейка-шестерня;
- шарико-винтовая пара;
- ременная передача.
Исполнительный механизм
Направляющие, по которым движется координатный стол, могут быть цилиндрические оси, рельсового сечения.
За плавность хода отвечает каретка, подшипниковый узел. В особо точных случаях устанавливают подшипники скольжения. Люфт в опорах качения уже считается значительным.
Выпускают координатный стол с одновременной установкой 2, 3 исполнительных механизмов. Это позволяет выполнение более сложного фрезерного процесса.
Классификация
Плоскую деталь укладывают на портальный координатный стол для шлифовки, сверления, фрезерования, раскроя.
Для сложных, объемных перемещений, доступа к 3 сторонам заготовки, выполнения многоосных переходов, нужны крестовые виды. Они работают в условиях конвейера, непрерывной автоматизированной подачи, выполняя поперечные, продольные движения. Вариант с 2 направлениями смещения называют двухкоординатный, применяют, в том числе, для разметки, сверления, расточки повторяющихся размеров.
Сложность операций, которые назначены для фрезерного (шлифовального) станка, предусматривает оснастку по необходимости:
- Горизонтальный стол 2 х координатный неповоротный, действия производятся с перемещением относительно 2 перпендикулярных горизонтальных осей. На крупных производствах устанавливают координатную площадку, стол 2 х координатный неповоротный с вакуумным удержанием детали;
- Наклоняемый стол 2 х координатный поворотный, появляется вращение вокруг вертикальной оси, возможный угол наклона площадки крепления детали 0° — 90°.
Стол круглый координатный глобусный
Более простая модель – не наклоняемый стол 2 х координатный поворотный, дающий свободу движения только в горизонтальной плоскости прохода фрезерного узла.
Виды работ
Размещают координатный стол под различные рабочие органы станка:
- сверло;
- фреза;
- шлифовальная головка;
- метчик;
- точечная сварка;
- сканер;
- пробник;
- манипулятор;
- маркер;
- форсунка покраски;
- преобразователь магнитострикционный.
Опции
Рабочая металлическая поверхность плиты, установленной на координатный стол, может снабжаться защитным покрытием (жертвенный пластик) от повреждений режущим инструментом станка.
2-х координатный стол с электроприводом
На крестовые столы фрезерного (или другого) станка подводят автоматизированные системы охлаждения, пылеулавливания, удаления газов, смазки, очистки. Станок ЧПУ получает обратную связь от исполнительных органов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Координатные столы
| PSP-420 | Размер стола 420х204 мм |
Продольное перемещение рабочего стола 195 мм |
Под заказ |
63 648 q 1 781 BYN |
||
| KRS-475 | Размер стола 475х155 мм |
Продольное перемещение рабочего стола 330 мм |
Под заказ |
14 688 q 411 BYN |
||
| KRS-425R | Размер стола 425×240 мм |
Продольное перемещение рабочего стола 225 мм |
Под заказ |
46 008 q 1 287 BYN |
||
| BF-16 | Размер стола 400х120 мм |
Продольное перемещение рабочего стола 220 мм |
Под заказ |
28 224 q 789 BYN |
||
| BF-20 | Размер стола 500х180 мм |
Продольное перемещение рабочего стола 280 мм |
Под заказ |
Цена по запросу |
||
| BF-30 | Размер стола 700х180 мм |
Продольное перемещение рабочего стола 280 мм |
Под заказ |
54 881 q 1 535 BYN |
||
| AKP-2 (204) | Размер стола 425х240 мм |
Продольное перемещение рабочего стола 225 мм |
Под заказ |
52 999 q 1 483 BYN |
||
| AKP-2 (205) | Размер стола 600х240 мм |
Продольное перемещение рабочего стола 400 мм |
Под заказ |
Цена по запросу |
||
| AKP-2 (206) | Размер стола 730х210 мм |
Продольное перемещение рабочего стола 500 мм |
Под заказ |
Цена по запросу |
||
| КТ120 | Размер стола 400х120 мм |
Продольное перемещение рабочего стола 220 мм |
Под заказ |
45 430 q 1 271 BYN |
||
| КТ179 | Размер стола 500х180 мм |
Продольное перемещение рабочего стола 287 мм |
Под заказ |
64 080 q 1 793 BYN |
||
| КТ180 | Размер стола 700х180 мм |
Продольное перемещение рабочего стола 480 мм |
Под заказ |
74 635 q 2 088 BYN |
||
| КТ210 | Размер стола 730х210 мм |
Продольное перемещение рабочего стола 480 мм |
Под заказ |
78 942 q 2 209 BYN |
||
| WT-7 | Размер стола 180х130 мм |
Продольное перемещение рабочего стола |
Под заказ |
18 060 q 505 BYN |
||
| WT-10 | Размер стола 225х180 мм |
Продольное перемещение рабочего стола |
Под заказ |
35 194 q 984 BYN |
||
| WT-12 | Размер стола 302х241 мм |
Продольное перемещение рабочего стола |
Под заказ |
64 786 q 1 813 BYN |
||
| WT-15 | Размер стола 381х255 мм |
Продольное перемещение рабочего стола |
Под заказ |
71 265 q 1 994 BYN |
||
| WTS-7 | Размер стола 180х130 мм |
Продольное перемещение рабочего стола |
Под заказ |
26 161 q 732 BYN |
||
| WTS-10 | Размер стола 255х180 мм |
Продольное перемещение рабочего стола |
Под заказ |
48 719 q 1 363 BYN |
||
| WTS-12 | Размер стола 302х241 мм |
Продольное перемещение рабочего стола |
Под заказ |
70 376 q 1 969 BYN |
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
Конструкция рельсовой направляющей
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
https://youtube.com/watch?v=LEO5LyVgA5w
Полезные рекомендации
Инструкция, описывающая, как сделать своими руками координатный стол, пошагово объясняет процесс. Однако во время работы могут возникать мелкие проблемы. Чтобы избежать их, рекомендуется придерживаться техники безопасности и учитывать советы мастеров. Наиболее важные из них:
- если планируется обработка пластика или дерева, то основание манипулятора можно изготовить из алюминия;
- при габаритах прибора 35 х 35 см общую длину направляющих желательно подогнать к 30 см;
- для защиты приспособления от стружки перед установкой рекомендуется подложить под него кусок фанеры;
- при использовании цилиндрических направляющих нет возможности подключения системы подачи смазки, поэтому все детали необходимо смазывать вручную;
- при сборке следует учитывать, что подшипник скольжения обеспечивает лучшую точность обработки, а его аналог (подшипник качения) приводит к некоторому люфту.
Поэтапное изготовление письменного стола своими руками, примеры декора
Для проведения сварочных работ требуется соблюдать технику безопасности. Она подразумевает использование специальной одежды, защитной маски (щитка), перчаток из замши или брезента. Помещение, в котором проводят сборку, должно проветриваться или иметь качественную вытяжку. При работах на открытом воздухе необходим навес. Рядом с рабочим местом должны быть приготовлены средства и материалы для тушения возможного возгорания.
Изготовление координатного манипулятора простого типа может освоить мастер, обладающий навыками сварщика. Получить надежное и удобное изделие несложно, если точно соблюдать условия чертежа и алгоритм сборки. Домашний прибор позволяет заниматься мелкосерийным производством металлических, деревянных, пластмассовых деталей. Срок службы такого устройства целиком зависит от качества монтажа и объема проводимых сверлильных и фрезеровочных работ.
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
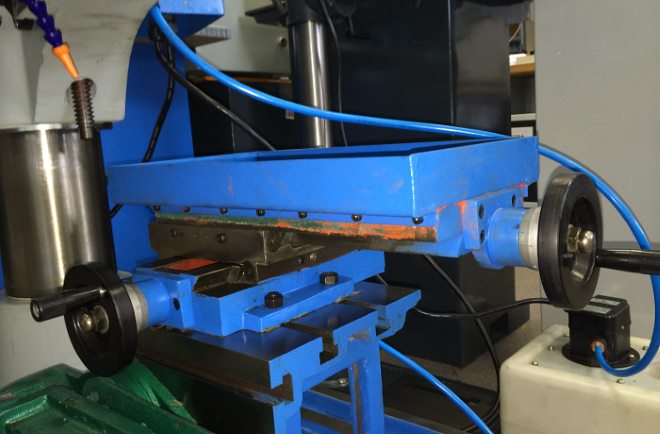
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.

Координатный стол с электроприводами
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок
Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
Как сделать координатный стол для сверлильного станка.
Индексируемые html ссылки, сквозное размещение, заметные места в топе.
Девайс от Виктора Travelller — координатный столик для сверлильного станка. Как я понял из описания, он может выполнять две функции. Во-первых, с ним не надо больше переставлять тиски откручивая и закручивая гайки, что несколько напрягает. А во-вторых, заменив сверло на твердосплавную фрезу и постепенно подавая заготовку под инструмент, можно фрезеровать в металле пазы различной формы. Но об этом попозже, сначала об устройстве.
Параметры столика:
- Длина 350 мм
- ширина 350 мм
- толщина — 65 мм.
- Полная длина направляющих 300мм.
- Точность около 0,1 мм
- Ход каждой каретки 94мм. (С этими геометрическими параметрами можно было и 105мм,но лень было отпиливать шайбы).
- Грузоподъемность до 15 кг (хотя, этот параметр больше лимитируется самим столиком сверлилки).
Для изготовления стоика потребовались конструкционные износостойкие инструментальных профилей марок Ст1-Ст-3 (можно и хуже), Использовался профиль 20х20 толщиной 2 мм. аналогичный крепеж, и подшипники.
Центральный узел всего стола — это крестовина. Всё Остальные детали можно сделать почти тяп-ляп, но с ней надо постараться, ибо если ее перекосит, тогда весь стол накроется. Желательно пользоваться сваркой (например, точечной).
Пользуясь уже сваренной крестовиной в качестве шаблона, собираем каретки, которые представляют собой П-образные детали.
В профиль, после небольшой доработки напильником, вставляются гайки М10. На шпильках М10 собираем рукоятки с подшипниковым узлом.
Из уголка свариваем П-образные основания. Собираем всю схему на болтах, вкрученных в запрессованные ранее гайки.
Шпильки натягиваются между подшипниками с помощью гаек, что позволяет убрать зазоры в подшипниках, а заодно и зазоры в парах винт-гайка. При этом когда вся схема стягивается к центру удаляются люфты вертикальные.
Последовательность крепления узлов с подшипниками схематически представлена следующим образом.
В сборе столик выглядит вот так. Все узлы и подвижные части следует хорошенько смазать.
Собранный столик крепим к станине сверлильного станка, а на него (через фанерную прокладку — можно обойтись и без нее) тиски. Фанерка, кстати, будет защищать смазанные элементы от попадания в них стружки.
Теперь поговорим о возможностях данного устройства. Во-первых, при сверлении деталей не надо перекручивать тиски с места на место, достаточно покрутить ручки.
Во-вторых, вращая ручки под нагрузкой можно производить фрезерование металлических деталей, в том числе и по достаточно сложной траектории. Вот еще один пример фрезерования. За один проход можно снимать до миллиметра материала.
В третьих, такой модернизированный станок может испольщоваться для токарных работ. Резец фиксируется в тисках, а заготовка вращается в патроне.
В общем, затратив сравнительно немного времени и денет, мы можем получить на выходе отличный, многофункциональный девайс, значительно расширяющий возможности сверлильного станка.
Координатные столы
Координатный стол представляет собой готовый механический узел линейного перемещения на одну, две или более осей, включающий следующие компоненты:
- Высокоточная станина из стали или анодированного/криогенно-обработанного алюминия
- Линейные направляющие качения
- Приводной механизм (шарико-винтовая передача с опорами, зубчатая рейка, ременная передача, линейный серводвигатель и т.п.)
- Опционально: ручной привод с микрометром
- Опционально: двигатель, фланец крепления двигателя, соединительная муфта, система управления
Все компоненты поставляются в сборе, что освобождает от необходимости выверки и сборки. Изделие готово к немедленному использованию.
В отличие от линейных модулей в координатных столах используются классические линейные направляющие, следствием чего является большая грузоподъемность, точность и жесткость, но в то же время они имеют большую массу и габариты.
ООО «Акетон» поставляет координатные столы ряда ведущих мировых производителей (Bosch Rexroth, GMT, INA и др.), а также координатные столы эконом-класса производства Тайвань.
Процесс подбора координатных столов и опций для них требует учета целого ряда параметров Вашей задачи. В частности, нагрузочные характеристики, требуемые точности позиционирования и повторяемости, скорости перемещения, планируемые типы двигателей, условия загрязнения и другие факторы.
В связи с этим мы рекомендуем доверить анализ Вашей задачи нашим специалистам
Кроме технических особенностей они примут во внимание Ваши пожелания по таким критериям, как уровень цены и сроки поставки изделий и предложат на выбор несколько оптимально подходящих вариантов
Основные характеристики стандартных серий:
- Грузоподъемность 30-80 кг
- Ход 50 — 500 мм по каждой координате
- Точность позиционирования от 15 мкм до 100 мкм при повторяемости 4-10 мкм
Основные характеристики миниатюрных серий:
- Грузоподъемность 1.8-35 кг
- Ход 6 — 180 мм по каждой координате
- Минимальный шаг микрометра 10 мкм, прямолинейность Перемещения 5 мкм
Основные исполнения координатных столов:
- Полноразмерные: однокоординатные, двухкоординатные. Для автоматической подачи. Приводной элемент — шарико-винтовая передача. Универсальный и прецизионный класс точности.
- Миниатюрные: однокоординатные, двухкоординатные, вплоть до 6 координат. Для ручной или автоматической подачи. Приводной элемент — шарико-винтовая передача, передача винт-гайка скольжения с микрометром, зубчатая передача.
- Все изделия могут поставляться в исполнениях эконом-класса.
- Типы двигателей: шаговые 2-фазные, шаговые 5-фазные, серводвигатели. Драйверы и контроллеры в комплекте поставляются опционально.
Мы предлагаем дополнительные услуги: компоновка Вашей системы «под ключ», подбор управляющей автоматики и сборка шкафов управления, написание управляющих программ как для стандартных серий, так и специально разработанных под Вашу задачу.
Для получения первичной консультации просто свяжитесь с нашими специалистами.